
Numero di visualizzazioni: 9 Autore: Editor di questo sito Tempo di rilascio: 2025-07-23 Fonte: Questo sito
Il silenziatore di scarico di un compressore di nota marca utilizzato presso un sito dell'industria chimica veniva utilizzato 24 ore su 24 e 24 ore su 24. Durante questo periodo, il collegamento tra il cilindro interno e il cilindro esterno della marmitta di scarico ha sviluppato crepe e danni, che hanno influito sul normale utilizzo dell'attrezzatura e hanno portato ad una diminuzione della capacità produttiva.
Dopo essere stato smontato dai nostri tecnici di manutenzione, alcune immagini del processo sono le seguenti:
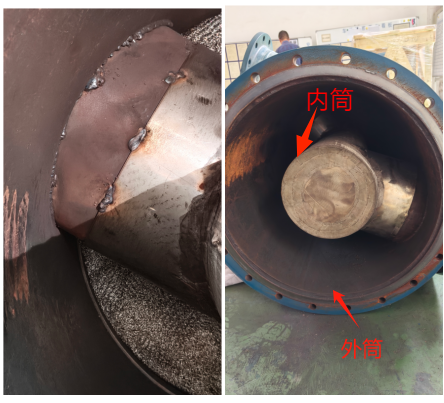

Dopo l'ispezione e l'analisi, è stato stabilito che le principali cause di danno alle apparecchiature sono le seguenti:
1. La connessione tra il cilindro interno e il cilindro esterno è saldata a punti e la saldatura non è sufficientemente forte. Soprattutto le parti a parete sottile richiedono requisiti di processo di saldatura più elevati;
2. Lo spessore della parete del coperchio della guida che collega il cilindro interno e quello esterno è troppo sottile e la rigidità non è sufficiente. In questa posizione si forma facilmente risonanza durante il funzionamento del compressore, aggravando così il danno;
3. Il cilindro interno è sospeso al centro e manca di supporto, risultando in una resistenza insufficiente e incline alla risonanza;
4. Le piastre di copertura su entrambe le estremità del cilindro interno sono collegate mediante saldatura a punti e la saldatura non è sufficientemente forte.
Sulla base delle ragioni sopra esposte, il design complessivo del cilindro interno è stato riprogettato e migliorato, principalmente nei seguenti aspetti:
1. La piastra della rete di punzonatura del cilindro interno è ispessita (modificata dal design originale *** a ***);
2. Lo spessore del coperchio della guida (attacco di ingresso e scarico) è aumentato. Il coperchio della guida viene inserito nel cilindro esterno per la saldatura circonferenziale completa. Anche la linea di intersezione tra il coperchio della guida e lo schermo di punzonatura del cilindro interno è flangiata per la saldatura interna ed esterna per aumentare la resistenza della saldatura;
3. Le piastre di copertura su entrambe le estremità del corpo interno del cilindro sono ispessite e vengono aggiunte flange per la saldatura interna ed esterna per aumentare la resistenza della saldatura;
4. Nella parte centrale tra i cilindri interno ed esterno, viene aggiunta una struttura di supporto fissa per migliorare la rigidità e la stabilità complessiva e ridurre la risonanza.
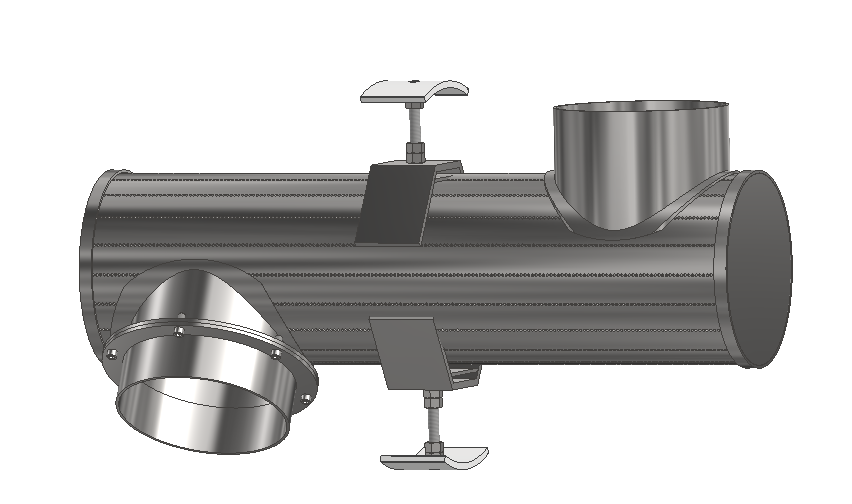
Diagramma schematico di questo piano
1. Aprire il coperchio terminale della marmitta ed estrarre il materiale di riempimento interno in rete metallica;

2. Estrarre il cilindro interno danneggiato;

3. Nuovo cilindro interno progettato, migliorato e realizzato;

4. Dopo aver migliorato il design, il nuovo cilindro interno viene fissato nel silenziatore;

5. Verificare l'affidabilità di tutte le posizioni di saldatura/collegamento;
6. Sostituire la guarnizione di tenuta del coperchio terminale;
7. Premere tutti i riempimenti nel silenziatore secondo necessità;
8. Trattamento estetico e vernice di ritocco;











