
閲覧数: 9 著者: このサイトの編集者 公開時期: 2025-07-23 出典: このサイト
化学工業の現場で使用されている有名ブランドのコンプレッサーの排気マフラーは、24時間365日稼働していました。この期間中に、排気マフラーの内筒と外筒の接続部に亀裂や損傷が発生し、装置の通常の使用に影響を及ぼし、生産能力の低下につながりました。
当社のメンテナンスエンジニアが分解した後のプロセスの写真は次のとおりです。
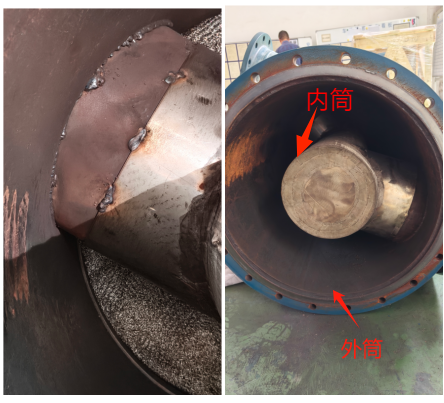

検査と分析の結果、機器損傷の主な原因は次のとおりであることが判明しました。
1. 内筒と外筒の接合部がスポット溶接されており、溶接強度が不十分です。特に薄肉部品には、より高度な溶接プロセス要件が必要です。
2. 内筒と外筒を繋ぐガイドカバーの肉厚が薄すぎて剛性が不足しています。この位置はコンプレッサーの作動中に共振が発生しやすく、損傷を悪化させます。
3. 内筒が真ん中で吊り下げられているため支持力が不足しており、強度不足で共振しやすい。
4. 内筒両端のカバープレートはスポット溶接で接合されており、溶接強度が十分ではありません。
上記の理由に基づいて、内筒全体の設計を再設計し、主に以下の点を改善しました。
1.内筒パンチングメッシュプレートを厚くしました(オリジナルデザイン***から***に変更)。
2. ガイドカバー(吸排気口)の厚みを厚くしました。外筒にガイドカバーを挿入して全周溶接します。ガイドカバーと内筒パンチングスクリーンの交線にもフランジ加工を施し、内外溶接を行い溶接強度を高めています。
3. 内筒本体の両端のカバープレートを厚くし、内外溶接用のフランジを追加して溶接強度を高めます。
4. 内筒と外筒の中間部分に固定支持構造を追加し、全体の剛性と安定性を向上させ、共振を低減します。
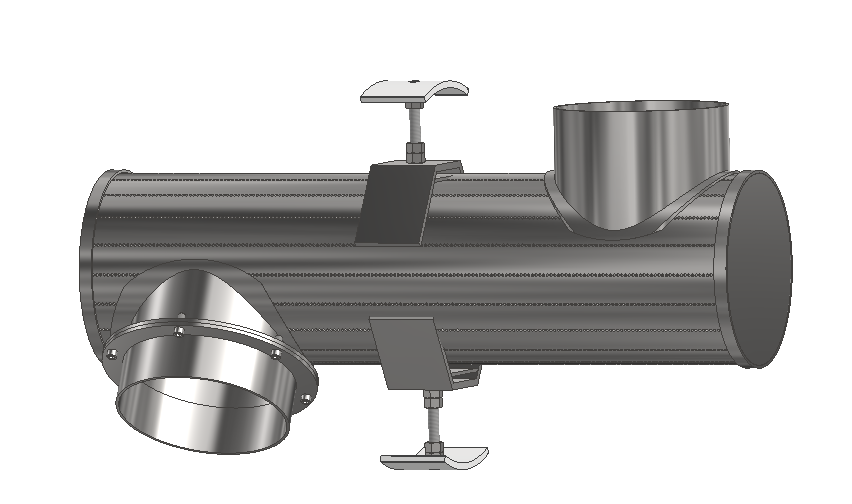
本計画の概略図
1. マフラーエンドカバーを開け、内部のワイヤーメッシュフィラーを取り出します。

2. 損傷した内筒を取り出します。

3. 新しい内筒を設計、改良、製造。

4. 設計が改善された後、新しい内筒がマフラーに固定されます。

5. すべての溶接/接続位置の信頼性をチェックします。
6. エンドカバーのシールガスケットを交換します。
7. 必要に応じて、すべての充填物をサイレンサーに押し込みます。
外観処理とタッチアップペイント 8.











