
Количество просмотров: 9 Автор: Редактор этого сайта Время выхода: 23.07.2025 Источник: Этот сайт
Глушитель выхлопа компрессора известной марки, используемого на объекте химической промышленности, работал 24 часа в сутки и 24 часа в сутки. За этот период в соединении внутреннего цилиндра и внешнего цилиндра глушителя появились трещины и повреждения, что повлияло на нормальную эксплуатацию оборудования и привело к снижению производственной мощности.
После разборки нашими инженерами по техническому обслуживанию, некоторые фотографии процесса выглядят следующим образом:
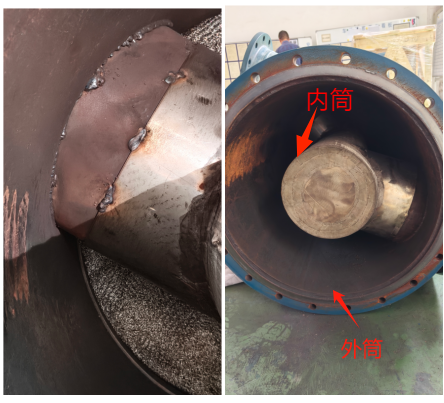

После осмотра и анализа было установлено, что основными причинами поломки оборудования являются:
1. Соединение между внутренним цилиндром и внешним цилиндром выполнено точечной сваркой, сварка недостаточно прочная. Особенно тонкостенные детали требуют более высоких требований к процессу сварки;
2. Толщина стенки направляющей крышки, соединяющей внутренний и внешний цилиндры, слишком мала и жесткость недостаточна. В этом положении во время работы компрессора легко образуется резонанс, тем самым усугубляя поломку;
3. Внутренний цилиндр подвешен посередине и не имеет поддержки, что приводит к недостаточной прочности и склонности к резонансу;
4. Крышки на обоих концах внутреннего цилиндра соединены точечной сваркой, сварка недостаточно прочная.
По вышеуказанным причинам общая конструкция внутреннего цилиндра была переработана и улучшена, главным образом, в следующих аспектах:
1. Утолщена сетчатая пластина внутреннего цилиндра (исходная конструкция изменена с *** на ***);
2. Увеличена толщина крышки направляющей (впускное и выпускное отверстие). Направляющая крышка вставлена во внешний цилиндр для сварки по всему периметру. Линия пересечения между направляющей крышкой и перфорирующим ситом внутреннего цилиндра также снабжена фланцами для внутренней и внешней сварки для повышения прочности сварки;
3. Накладки на обоих концах внутреннего корпуса цилиндра утолщены, а для увеличения прочности сварки добавлены фланцы для внутренней и внешней сварки;
4. В средней части между внутренним и внешним цилиндрами добавлена фиксированная опорная конструкция для повышения общей жесткости и устойчивости, а также уменьшения резонанса.
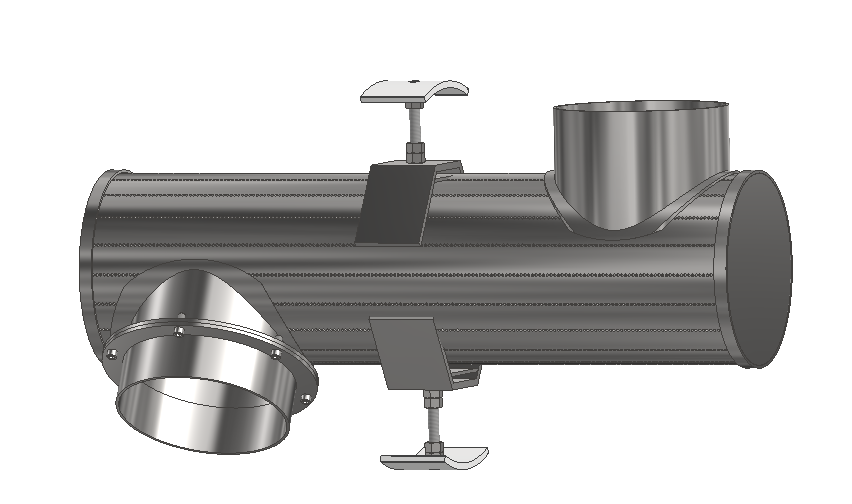
Принципиальная схема этого плана
1. Откройте торцевую крышку глушителя и выньте внутренний наполнитель из проволочной сетки;

2. Выньте поврежденный внутренний цилиндр;

3. Разработан, улучшен и изготовлен новый внутренний цилиндр;

4. После доработки конструкции новый внутренний цилиндр фиксируется в глушителе;

5. Проверьте надежность всех положений сварки/соединения;
6. Замените уплотнительную прокладку торцевой крышки;
7. Запрессовать все наполнители в глушитель по мере необходимости;
8. Обработка внешнего вида и подкраска;











