
浏览数量: 9 作者: 本站编辑 发布时间: 2025-07-23 来源: 本站
某化工现场使用的某知名品牌压缩机的排气消音器,使用工况为全天年24h不间断作业;期间排气消音器的内筒与外筒的连接部分产生裂纹导致破损,进而影响了设备的正常使用,导致产能下降。
在经过我司维修工程师拆解后,其部分过程图片如下:
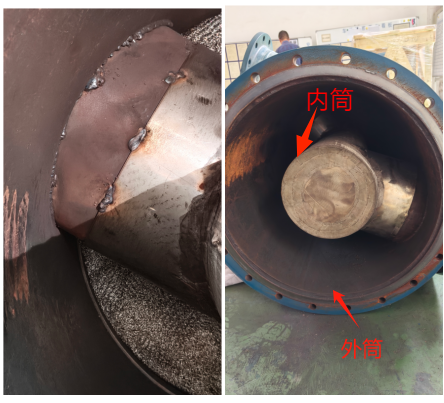

经过检查分析,判断造成设备损坏的主要原因有以下几个方面:
1、内筒与外筒连接处采用点焊,焊接不够牢固,尤其是薄壁件对于焊接工艺要求较高;
2、连接内筒和外筒之间的导向罩壁厚太薄,刚度不够,压缩机运行期间在这个位置容易形成共振从而加剧损坏;
3、内筒中间悬空,缺少支撑导致强度不足,容易形成共振;
4、内筒两端盖板点焊连接,焊接不够牢固。
通过上述原因的思考,重新对内筒整体进行设计改良,主要体现在以下几个方面:
1、内筒冲孔网板加厚处理(从原设计***变更为***);
2、导向罩(进排气口)厚度增加,导向罩插入外筒进行圆周满焊,导向罩与内筒冲孔网板的相贯线位置也增加翻边,进行内外焊接,增加焊接强度;
3、内筒主体两端盖板加厚,并增设翻边,进行内外焊接,增加焊接强度;
4、内外筒之间中间部分,增加固定支撑结构,提高整体的刚性以及稳定性,减少共振。
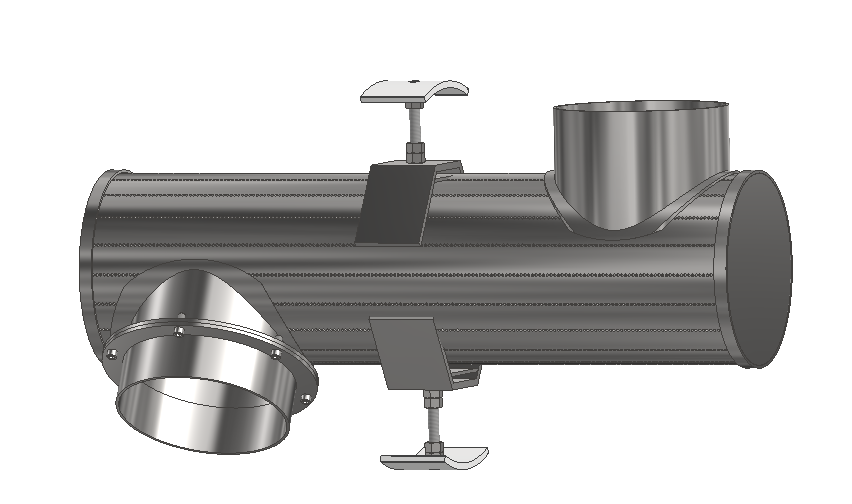
本方案示意图
1.打开消音器端盖,取出内部铁丝网填充物;

2.取出破损的内筒;

3.设计改良制作的新内筒;

4.设计改良后将新内筒固定至消音器内;

5.检查所有的焊接/连接位置的可靠性;
6.更换端盖密封垫片;
7.将所有填充物按照要求压入消音器内;
8.外观处理补漆;











