
조회수: 9 작성자: 이 사이트의 편집자 출시 시간: 2025-07-23 출처: 이 사이트
한 화학산업 현장에서 사용되는 유명 브랜드 압축기의 배기 머플러는 24시간 24시간 가동되고 있었습니다. 이 기간 동안 배기 머플러의 내부 실린더와 외부 실린더 사이의 연결에 균열과 손상이 발생하여 장비의 정상적인 사용에 영향을 미치고 생산 능력이 감소했습니다.
유지 보수 엔지니어가 분해한 후 프로세스의 일부 사진은 다음과 같습니다.
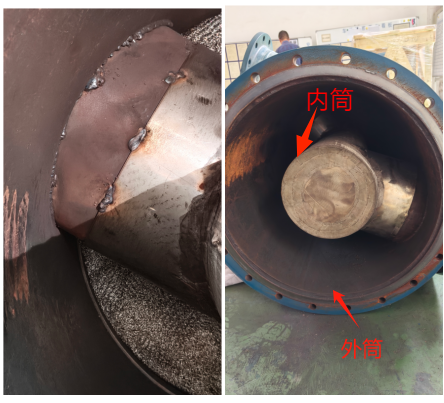

점검 및 분석 결과, 장비 손상의 주요 원인은 다음과 같은 것으로 확인되었습니다.
1. 내부 실린더와 외부 실린더 사이의 연결은 스폿 용접으로 용접 강도가 충분하지 않습니다. 특히 벽이 얇은 부품에는 더 높은 용접 공정 요구 사항이 필요합니다.
2. 내통과 외통을 연결하는 가이드커버의 벽두께가 너무 얇아 강성이 부족하다. 이 위치에서는 압축기가 작동하는 동안 공진이 쉽게 형성되어 손상이 가중됩니다.
3. 내부 실린더가 중앙에 매달려 있고 지지력이 부족하여 강도가 부족하고 공진이 발생하기 쉽습니다.
4. 내부 실린더 양쪽 끝의 커버 플레이트는 스폿 용접으로 연결되어 용접 강도가 충분하지 않습니다.
위의 이유를 바탕으로 내부 실린더의 전체 디자인이 주로 다음과 같은 측면에서 재설계 및 개선되었습니다.
1. 내부 실린더 펀칭 메쉬 플레이트가 두꺼워졌습니다 (원래 디자인 ***에서 ***로 변경).
2. 가이드 커버(흡입구, 배기구)의 두께를 증가시켰습니다. 가이드 커버는 전체 원주 용접을 위해 외부 실린더에 삽입됩니다. 가이드 커버와 내부 실린더 펀칭 스크린 사이의 교차선에도 내부 및 외부 용접용 플랜지가 있어 용접 강도가 향상됩니다.
3. 내부 실린더 몸체의 양쪽 끝 부분의 덮개 판이 두꺼워지고 내부 및 외부 용접용 플랜지가 추가되어 용접 강도가 향상됩니다.
4. 내부 실린더와 외부 실린더 사이 중간 부분에 고정 지지 구조를 추가하여 전체적인 강성과 안정성을 높이고 공진을 줄입니다.
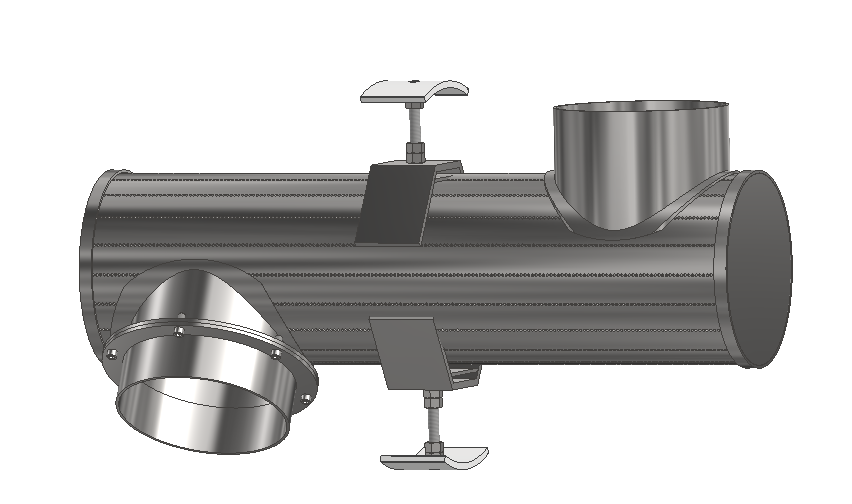
이 계획의 개략도
1. 머플러 엔드 커버를 열고 내부 철망 필러를 꺼냅니다.

2. 손상된 내부 실린더를 꺼내십시오.

3. 새로운 내부 실린더 설계, 개선 및 제조;

4. 디자인이 개선된 후 새로운 내부 실린더가 머플러에 고정됩니다.

5. 모든 용접/연결 위치의 신뢰성을 확인하십시오.
6. 엔드 커버 밀봉 개스킷을 교체합니다.
7. 필요에 따라 모든 충전재를 소음기에 밀어 넣습니다.
8. 외관 처리 및 터치업 페인트;











