
Anzahl der Aufrufe: 9 Autor: Herausgeber dieser Website Veröffentlichungszeit: 23.07.2025 Quelle: Diese Seite
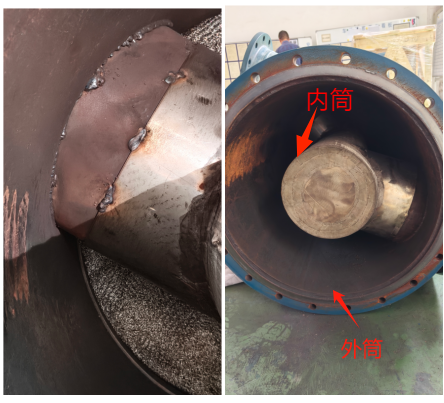
Der Abgasschalldämpfer eines bekannten Markenkompressors, der an einem Standort der Chemieindustrie eingesetzt wird, war 24 Stunden am Tag und 24 Stunden am Tag in Betrieb. Während dieser Zeit traten an der Verbindung zwischen dem Innenzylinder und dem Außenzylinder des Abgasschalldämpfers Risse und Schäden auf, die den normalen Gebrauch der Ausrüstung beeinträchtigten und zu einer Verringerung der Produktionskapazität führten.
Nach der Demontage durch unsere Wartungstechniker sehen Sie hier einige Bilder des Prozesses:

Nach Inspektion und Analyse wurde festgestellt, dass die Hauptursachen für Geräteschäden folgende sind:
1. Die Verbindung zwischen dem Innenzylinder und dem Außenzylinder ist punktgeschweißt und die Schweißung ist nicht stark genug. Besonders dünnwandige Teile erfordern höhere Anforderungen an den Schweißprozess;
2. Die Wandstärke der Führungsabdeckung, die den Innenzylinder und den Außenzylinder verbindet, ist zu dünn und die Steifigkeit reicht nicht aus. Während des Betriebs des Kompressors kommt es an dieser Stelle leicht zu Resonanzen, die den Schaden verschlimmern;
3. Der Innenzylinder hängt in der Mitte und hat keine Unterstützung, was zu unzureichender Festigkeit und Resonanzanfälligkeit führt.
4. Die Abdeckplatten an beiden Enden des Innenzylinders sind durch Punktschweißen verbunden und die Schweißung ist nicht stark genug.
Aus den oben genannten Gründen wurde das Gesamtdesign des Innenzylinders neu gestaltet und verbessert, hauptsächlich in folgenden Aspekten:
1. Die Stanzgitterplatte des Innenzylinders ist verdickt (vom ursprünglichen Design *** in *** geändert);
2. Die Dicke der Führungsabdeckung (Einlass- und Auslassöffnung) wird erhöht. Der Führungsdeckel wird zum vollumfänglichen Verschweißen in den Außenzylinder eingesetzt. Die Schnittlinie zwischen der Führungsabdeckung und dem Stanzsieb des Innenzylinders ist ebenfalls zum Innen- und Außenschweißen geflanscht, um die Schweißfestigkeit zu erhöhen.
3. Die Abdeckplatten an beiden Enden des inneren Zylinderkörpers sind verdickt und es werden Flansche zum Innen- und Außenschweißen hinzugefügt, um die Schweißfestigkeit zu erhöhen.
4. Im Mittelteil zwischen Innen- und Außenzylinder ist eine feste Stützstruktur angebracht, um die Gesamtsteifigkeit und Stabilität zu verbessern und Resonanzen zu reduzieren.
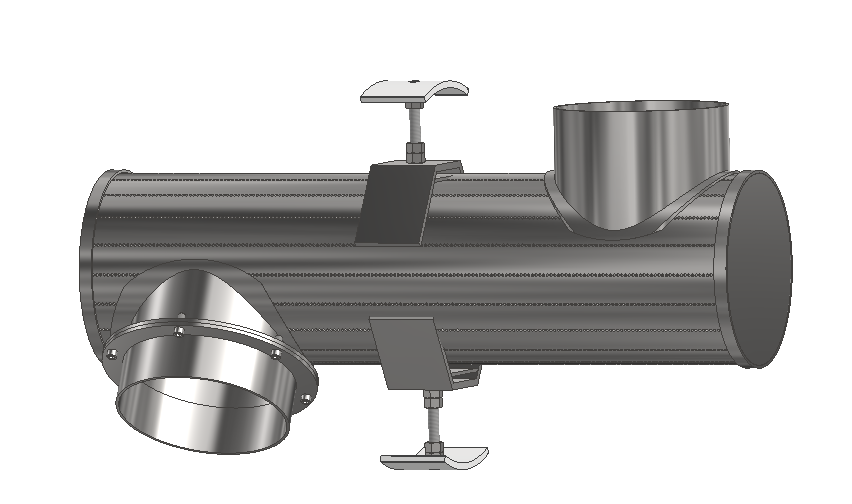
Schematische Darstellung dieses Plans
1. Öffnen Sie die Endabdeckung des Schalldämpfers und nehmen Sie den inneren Drahtgeflechtfüller heraus;

2. Nehmen Sie den beschädigten Innenzylinder heraus;

3. Neuer Innenzylinder entworfen, verbessert und hergestellt;

4. Nachdem das Design verbessert wurde, wird der neue Innenzylinder im Schalldämpfer befestigt;

5. Überprüfen Sie die Zuverlässigkeit aller Schweiß-/Verbindungspositionen;
6. Ersetzen Sie die Dichtung der Endabdeckung.
7. Alle Füllungen nach Bedarf in den Schalldämpfer eindrücken;
8. Aussehensbehandlung und Ausbesserungslack;











